Home » O que é um Pino Auto-Rebitante / Pino PEM?
O que é um Pino Auto-Rebitante / Pino PEM?
By RIVMATE
Aprenda “o que é um Pino Auto-Aprendido/Pino Pem” para ajudá-lo a criar rapidamente interfaces rosqueadas confiáveis para seus materiais de chapas (por exemplo, metal, plástico).
Este fixador inovador é embutido na chapa por meio de um processo de prensa a frio e usa um engate mecânico entre a cabeça serrilhada e o material para formar um fio de alta resistência em um dos lados. Resiste a vibrações e cargas sem soldagem ou furação, tornando-se um elemento-chave na montagem de chapas para eletrônicos, automóveis e aeroespacial.
O que é um Pino Auto-Rebitante / Pino PEM?

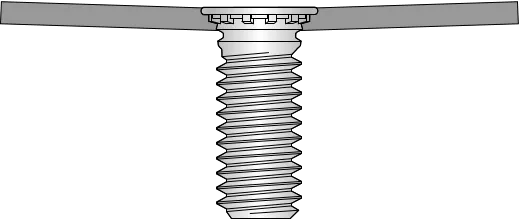
Pernos auto-prensantes (comumente conhecidos como Pernos Pem, nomeados após a marca padrão do setor PEM®) são fixadores roscados projetados para se embutir permanentemente em materiais de folhas finas (por exemplo, metal, plástico). Eles são instalados usando ferramentas ou máquinas de prensa, que deformam suas características pré-projetadas (como colares ranhados ou serrilhas) para se encaixarem em um furo pré-perfurado, criando um ancoragem roscada durável sem soldagem, adesivos ou operações secundárias.
Esses pernos são amplamente usados em eletrônicos, painéis automotivos e caixas industriais onde materiais leves requerem roscas confiáveis e de alta resistência. Sua instalação preserva a integridade do material, resiste à rotação/torque e simplifica a montagem.
Estrutura:
Cabeça: Normalmente apresenta serrilhas ou serrilhados que se interligam com a parede do furo quando pressionados no material da folha, impedindo que o pino gire ou se solte.
Haste roscada: Roscas métricas ou imperiais padrão (por exemplo, M3, M4) para permitir a fixação de parafusos ou porcas.
Como instalar pregos auto-rebitantes?
a. Etapas de instalação
1. Prepare ferramentas e materiais
- Ferramentas de prensagem: Prensas hidráulicas, prensas pneumáticas ou ferramentas de crimpagem manuais especializadas (devem corresponder às especificações do pino).
- Ferramentas de perfuração: Furadeiras ou puncionadeiras para controle preciso do diâmetro do furo.
- Seleção de pinos: Certifique-se de que o pino corresponda ao material da folha (metal/plástico), espessura e requisitos de rosca (por exemplo, M3/M4).
2. Crie furos pré-perfurados
- Faça um furo de diâmetro preciso no material da folha com base no modelo do pino (normalmente 0,05–0,1 mm menor que o diâmetro da haste do pino).
- Certifique-se de que as bordas do furo estejam sem rebarbas e sem danos (para evitar comprometer a qualidade da instalação). Use ferramentas de rebarbação, se necessário.
3. Posicione o pino
- Alinhe a cabeça do pino (extremidade serrilhada/serrilhada) com o orifício e pressione-o contra a superfície da folha.
- Garanta o alinhamento vertical: Evite inclinar, pois o desalinhamento pode causar falha na instalação ou redução da resistência.
4. Aplique pressão para instalação
Use a ferramenta de prensagem para aplicar uma pressão constante e perpendicular na cabeça do pino.
Controle de pressão: Ajuste com base nas especificações e no material do pino (força de prensagem industrial típica: 0,5 a 5 toneladas).
Quando a pressão crítica é atingida, as serrilhas/serrilhados do pino deslocam o material, fazendo com que a deformação plástica forme um intertravamento mecânico dentro das ranhuras do pino.
5. Inspect Installation Quality
- Visual Check: Confirm the stud head is fully embedded in the sheet surface with no tilting or protrusion.
- Torque Test: Use a torque wrench to verify thread strength (e.g., recommended torque for M3 studs: 2–3 N·m).
- Pull Test (Optional): For critical applications, use a tensile tester to validate pull-out resistance.
b. Notar
Compatibilidade do diâmetro do furo:
- Furos superdimensionados causam encaixes soltos; furos subdimensionados correm o risco de rachaduras na folha ou falha na instalação.
- Garantindo a precisão do furo:Consulte os manuais técnicos (por exemplo, especificações PEM®) para diâmetros de furo padrão (por exemplo, 3,2±0,05 mm para pinos M3).Fórmula geral: Diâmetro do furo ≈ diâmetro da haste do pino + (0,05–0,1 mm), ajustado para material e design.
Limites de espessura da chapa:
Normalmente se adapta a folhas de 0,5 a 6 mm de espessura; materiais mais espessos requerem designs de pinos especializados.
Evite a reinstalação:
Substitua pinos com falha ou orifícios de realocação; Nunca pressione novamente um pino danificado.
Diferenças de dureza do material:
Chapas mais duras (por exemplo, aço inoxidável) podem exigir maior pressão de instalação.
c. Possíveis causas de falha de instalação
- Diâmetro incorreto do furo ou paredes ásperas do furo.
- Ferramentas de prensagem e especificações de pinos incompatíveis (por exemplo, pressão insuficiente).
- Incompatibilidade de material (por exemplo, corrosão galvânica do emparelhamento de pinos de aço carbono com chapas de alumínio).
Vantagens dos pregos auto-rebitantes

(1). Instalação simplificada
Sem soldagem, colagem ou rosqueamento
Processo de pressão de conformação a frio:
Os pinos auto-rebitantes são embutidos usando força mecânica controlada (normalmente 0,5 a 5 toneladas) que deforma plasticamente o material da folha ao redor da cabeça serrilhada do pino.
Elimina os riscos de calor: Ao contrário da soldagem, nenhuma energia térmica está envolvida, evitando empenamento, alterações microestruturais ou danos à superfície em chapas finas (por exemplo, alumínio de 0,5 mm ou aço inoxidável de 1 mm).
Sem Adesivos Secundários: Evita o tempo de cura, liberação de gases ou degradação de ligações em ambientes de alta temperatura (comum em compartimentos de motores automotivos).
Omite o rosqueamento: Ideal para materiais frágeis ou duros como fibra de vidro ou aço inoxidável 316, onde o rosqueamento tradicional pode rachar a chapa.
- Aplicabilidade:
Ciclos de produção rápidos: 2 a 3 segundos por pino com prensas automatizadas (vs. 30+ segundos para soldagem + limpeza).
Exemplo: As linhas de montagem automotiva instalam de 200 a 300 pinos/hora com braços robóticos.
Processo de etapa única
- Padronização de ferramentas: Compatível com ferramentas de prensagem universais (por exemplo, matrizes estilo PEM®) ou acessórios personalizados para aplicações de nicho.
- Facilidade do operador: Treinamento mínimo necessário – alinhamento e ativação da prensa são as ações principais.
- Impacto no custo: Reduz os custos de mão de obra em 40 a 60% em comparação com a soldagem ou pastilhas roscadas, especialmente em setores de alto volume, como eletrônicos de consumo.
(2). Preservação da integridade do material
Processo de Trabalho a Frio
Ligação sem calor:
- Proteção de revestimento: Crítico para alumínio pré-anodizado ou aço zincado-niquelado usado em gabinetes externos.
- Sem zona de recozimento: Mantém a dureza do material (por exemplo, o alumínio 6061-T6 mantém seu temperamento).
Compatibilidade de material delicado:
- Termoplásticos: As folhas de nylon ou ABS não derretem ou se deformam durante a instalação.
- Metais de calibre fino: Funciona em cobre fino (0,25 mm) sem rasgar.
Não é necessário acesso traseiro
Montagem embutida: Não deixa saliências no verso, permitindo:
- Superfícies aerodinâmicas em componentes de UAV.
- Acabamentos sanitários em equipamentos de processamento de alimentos.
Aplicativos com restrição de espaço:
- Embutido em placas de montagem de PCB sem interferir nos circuitos.
- Usado em tecnologia vestível para caixas de perfil fino.
(3). Fixação de alta resistência e durável
Intertravamento mecânico
Projeto de engenharia: As serrilhas da cabeça do pino (profundidade: 0,1–0,3 mm) forçam o material a fluir para as ranhuras, criando uma ligação mais forte do que a folha de base.
Desempenho testado:
- Resistência à vibração: >10.000 ciclos a 50Hz (atende MIL-STD-810G).
- Capacidade de torque: Os pinos M4 em aço de 2 mm suportam 15–25 N·m (vs. 5–10 N·m para roscas roscadas).
- Força de tração: Os pinos M6 em alumínio de 3 mm suportam >3.000 N de carga axial.
Distribuição de carga consistente
Análise de Tensão: A Análise de Elementos Finitos (FEA) mostra tensão distribuída por 5 a 10 vezes o diâmetro do pino, reduzindo os riscos de falha por fadiga.
Uso no mundo real:
- Aeroespacial: Os painéis do compartimento do motor lidam com ciclos térmicos sem afrouxamento do fixador.
- Energia renovável: Os sistemas de estantes solares suportam cargas de vento de 150 km/h.
(4). Versatilidade
Ampla compatibilidade de materiais
- Alumínio: Graus 5052, 6061 (comum em painéis de carroceria automotiva).
- Aço: Ligas leves, galvanizadas (dutos HVAC) e de alta resistência (AR400 para equipamentos de mineração).
- Aço inoxidável: 304/316 (ambientes marinhos).
- Plásticos: Graus de engenharia: PEEK (dispositivos médicos), Ultem (aeroespacial).
- Compósitos: CFRP (fibra de carbono) usado em drones e componentes de corrida.
Gama de tamanhos e configurações
- Roscas métricas: M2 (para microeletrônica) a M12 (estruturas estruturais).
- Roscas imperiais: #4-40 (montagens ópticas) a 1/2″-13 (maquinário industrial).
- Projetos especializados:
Pinos cegos: Vedam caminhos de fluido em sistemas hidráulicos.
Pinos flutuantes: Acomodam ±0,5 mm de desalinhamento em montagens.
Desvantagens dos pregos auto-rebitantes
Limitado a materiais de folha fina
- Restrições de espessura😀 projetadas para chapas entre 0,5–6 mm de espessura. Materiais mais espessos (>6 mm) podem exigir pinos especializados ou métodos alternativos de fixação (por exemplo, soldagem), aumentando o custo e a complexidade.
- Limitações de dureza:Materiais extremamente duros (por exemplo, aço endurecido) podem resistir à deformação durante a instalação, levando a intertravamentos incompletos ou desgaste da ferramenta.
Requisitos rigorosos de tolerância de furos
- Perfuração de precisão necessária: Os furos devem corresponder às especificações do pino dentro de ±0,05 mm. Os desvios causam mau engate (pinos soltos) ou danos à folha durante a prensagem.
- Custo do controle de qualidade: Requer ferramentas de perfuração precisas (por exemplo, máquinas CNC) e inspeção rigorosa (medidores go/no-go), adicionando custos iniciais para usuários de pequena escala.
Instalação permanente (não reutilizável)
- Processo irreversível:Uma vez instalado, a remoção de um pino de auto-rebitamento normalmente danifica o orifício ou a folha, forçando a substituição de todo o componente em montagens críticas.
- Sem ajustes de campo:Pinos desalinhados geralmente exigem o descarte da peça, especialmente em aplicações de alto valor, como aeroespacial ou dispositivos médicos.
Riscos de compatibilidade de materiais
- Corrosão galvânica😛 a aeração de metais diferentes (por exemplo, pinos de aço inoxidável em chapas de alumínio) sem revestimentos protetores pode acelerar a corrosão em ambientes úmidos ou salinos.
- Limites de deformação plástica:Plásticos quebradiços (por exemplo, acrílico) podem rachar durante a instalação devido à pressão de conformação a frio.
Tem alguma pergunta?
Deixe-nos resolver o seu problema
Qual é a diferença entre pinos de solda e pinos de rebitamento?
| Característica | Pinos Soldados | Pinos Auto-Rebitantes (Clinch) |
|---|---|---|
| Instalação | Soldagem (com calor). | Pressão por conformação a frio. |
| Geração de Calor | Sim (risco de empenamento). | Não (ideal para materiais sensíveis). |
| Espessura do Material | Melhor para metais espessos (>3 mm). | Projetado para chapas finas (0,5–6 mm). |
| Tipos de Material | Apenas metais (condutores). | Metais, plásticos, compósitos. |
| Resistência | Alta (união metalúrgica). | Moderada (travamento mecânico). |
| Acabamento Superficial | Pode exigir retrabalho pós-processamento. | Acabamento limpo e nivelado. |
| Reutilização | Não reutilizável. | Não reutilizável. |
| Aplicações | Peças estruturais pesadas. | Montagens com chapas finas (eletrônicos, automotivo). |
Quando escolher cada um
- Pinos de solda: Aplicações de metal espesso de alta resistência onde o calor é aceitável (por exemplo, construção, equipamentos industriais).
- Clinch Studs: Montagens finas e leves que requerem acabamentos limpos e sem calor (por exemplo, eletrônicos de consumo, painéis automotivos).
Por que comprar pregos auto-rebitantes do fabricante?

1. Redução de custos e eliminação de intermediários
- Sem marcação de intermediário: A aquisição direta elimina margens de lucro adicionais de distribuidores ou agentes, reduzindo os custos de compra em massa.
- Descontos por volume: Os fabricantes geralmente oferecem descontos ou preços diferenciados para grandes pedidos, ideais para clientes com necessidades fixas de longo prazo.
- Risco de estoque reduzido: A produção personalizada sob demanda reduz a pressão financeira do acúmulo excessivo de estoque.
2. Rigoroso controle de qualidade
- Controle de origem: Os fabricantes padronizaram linhas de produção e processos de inspeção (como certificação ISO) para garantir que cada fixador atenda às especificações uniformes (tolerância ±0,01 mm).
- Rastreabilidade de materiais: Os clientes podem especificar materiais (por exemplo, aço inoxidável 304, ligas de alumínio) e receber certificados de materiais (Certificados de materiais).
- Resolução rápida de problemas: Os defeitos de produção são comunicados diretamente ao fabricante, evitando atrasos de terceiros. Por exemplo, se o revestimento for irregular, o processo pode ser ajustado imediatamente.
3. Serviços altamente personalizáveis
- Design de especificação flexível: Tamanhos de rosca personalizados (por exemplo, M2 a M12), formatos de cabeça (por exemplo, redondo ou plano), profundidade do nó e muito mais podem ser adaptados para atender às necessidades.
- Exemplo: Fixadores personalizados com passivação não tóxica para dispositivos médicos.
- Materiais e Processos Especiais: Opções como aço inoxidável passivado resistente à corrosão, ligas leves de titânio e compatibilidade com plástico de alta temperatura.
- Prototipagem de pequenos lotes: Amostras iniciais podem ser produzidas para testar a viabilidade do projeto, evitando o acúmulo excessivo de estoque.
4. Suporte Técnico e Inovação Colaborativa
- Orientação de instalação: Os fabricantes fornecem manuais de processo de compressão ou treinamento no local para garantir o uso adequado da ferramenta (por exemplo, faixa de tonelagem de pressão).
- Problemas comuns: Um buraco muito grande pode causar folga, enquanto um muito pequeno pode causar rachaduras na chapa metálica.
- Capacidades conjuntas de P&D: Para aplicações exclusivas (por exemplo, ambientes de alta vibração), as estruturas de fixação podem ser desenvolvidas em conjunto, como o aumento da resistência à tração para painéis de baterias automotivas.
- Resolução de problemas pós-venda: Se ocorrer afrouxamento após a instalação, a solução rápida de problemas pode resolver problemas como desvio do diâmetro do furo ou problemas de dureza do material.
Construindo uma colaboração sustentável com a Rivmate

Com 15+ anos de experiência na fabricação de fixadores, a Rivetfix tornou-se um fornecedor global confiável. Hoje, temos uma equipe dedicada de 200+ trabalhadores de produção qualificados e 40+ representantes de vendas profissionais, garantindo um serviço contínuo e fornecimento confiável.
Nossa visão é simples, mas poderosa: fornecer fixadores da mais alta qualidade a preços competitivos para clientes em todo o mundo. Ao combinar fabricação de precisão, operações eficientes e suporte excepcional ao cliente, estamos comprometidos em ajudar as empresas a criar soluções mais fortes e econômicas.
Contacte-nos para obter aconselhamento sobre projectos e a mais recente cotação de porcas de rebite!


